
 © vxcraft.com
© vxcraft.comJob
Ein Job Objekt beinhaltet alle Referenzen und Parameter die für die Berechnung eines Werkzeugweges benötigt werden. Nach erfolgreicher Berechnung beinhaltet dieses Objekt den resultierenden Werkzeugweg.
Hinweis:
Der NC-Nullpunkt für den Job wird durch das NC-Pack definiert.
Der Job muss neu berechnet werden wenn sich ein Parameter ändert, oder wenn sich ein referenziertes Objekt geändert hat.
Geometriereferenzen
Geometriereferenzen bestimmen die Geometrie des zu fertigenden Objekts. Damit eine Referenz dem Job zur Verfügung steht, muss sie in der Projekthierarchie oberhalb des Jobs sein.
Für jeden Referenztyp ist auch eine Mehrfachauswahl zulässig.Im Folgenden eine Auflistung aller Geometriereferenzen:
Modellreferenz
Modellreferenzen bestimmen die Form des zu fräsenden Objekts. Das Fräswerkzeug bewegt sich entlang der Kontur der Modelle.
Im Allgemeinen werden die Werkzeugwege so berechnet, dass das Werkzeug die Modellkontur nicht überschreitet. Allerdings kann man ein negatives Aufmaß einstellen und die Radiuskorrektur des Werkzeugs deaktivieren. In solchen Fällen liegt der Werkzeugweg entweder direkt an der Modellkontur oder überschreitet diese sogar.
Werkstückreferenz
Das Werkstück (Rohteil) bestimmt den zu bearbeitenden Bereich. Werkzeugwege werden in der Regel nur innerhalb des Werkstücks erzeugt.
Eine Ausnahme bilden Anfahrtswege und gesonderte Einstellungen in den Jobparametern, wie z.B. Zonenbegrenzungen und Aufmaßoptionen. Ist kein Werkstück ausgewählt, wird intern in der Größe der ausgewählten Modellreferenzen ein Werkstück emuliert und alle Bereiche bearbeitet. Für manche Jobtypen kann eine Werkstückreferenz aber auch zwingend erforderlich sein. Eine Werkstückreferenz steht dem Job nur zur Verfügung, wenn sich das Objekt in der Projekthierarchie oberhalb des Jobs befindet.
 © vxcraft.com
© vxcraft.com
Grenzmodellreferenz <PRO>
Definiert Bereiche, die von der Bearbeitung ausgeschlossen sind.
Ähnlich der Modellreferenz überschreiten die Werkzeugwege diesen Bereich nicht oder nur nach den bereits in der Modellreferenz beschriebenen Ausnahmen und Regeln. Der Unterschied zwischen einer Modellreferenz und Grenzmodellreferenz liegt in der Konturbearbeitung: Die Kontur eines Grenzmodells wird nicht bearbeitet. Trifft der Werkzeugweg auf ein Grenzmodell, endet er an dieser Stelle, hebt ab und setzt die Bearbeitung im nächsten zu bearbeitenden Bereich fort.
Mit Hilfe von Grenzmodellreferenzen können Bereiche innerhalb eines Bearbeitungsbereichs ausgespart werden, wie zum Beispiel Haltestege. Ein Grenzmodell steht dem Job nur zur Verfügung, wenn sich das Objekt in der Projekthierarchie oberhalb des Jobs befindet.
 © vxcraft.com
© vxcraft.com
Werkzeugreferenz
Die Werkzeugreferenz bestimmt die Radiuskorrektur, wird von der Kollisionsprüfung verwendet und beinhaltet weitere Parameter für die Werkzeugwegberechnung.
Eine Werkzeugreferenz ist in den meisten Fällen unerlässlich, da ohne ein Werkzeug weder eine Radiuskorrektur noch eine Kollisionsprüfung durchgeführt werden kann. Das in VxCraft referenzierte Werkzeug muss mit dem tatsächlich an der Maschine eingesetzten Werkzeug übereinstimmen. Andernfalls kann das Fräsergebnis verfälscht werden und es besteht die Gefahr von Kollisionen während der Fräsbearbeitung.
Es ist wichtig, dass alle relevanten Werkzeugparameter, allen voran die Geometriedefinition, korrekt im Werkzeug definiert sind.
 © vxcraft.com
© vxcraft.com
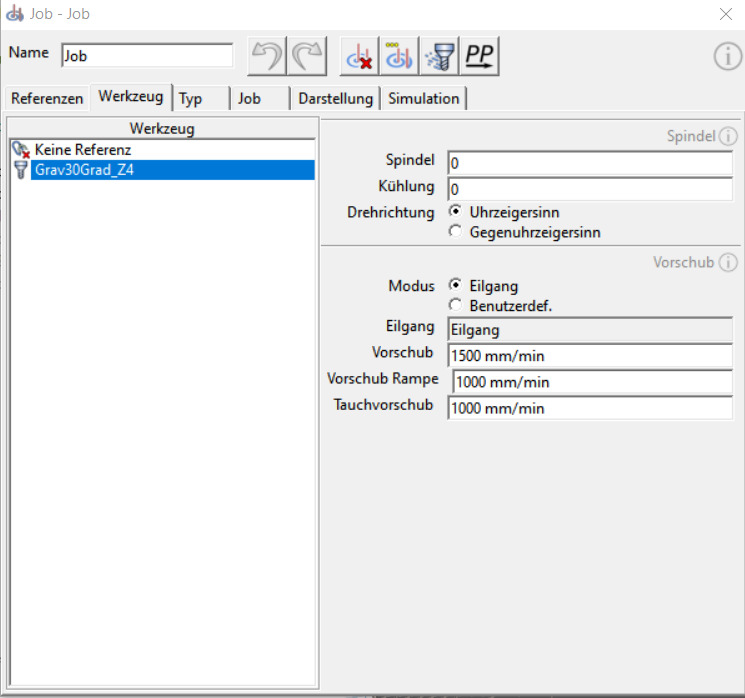
Jobspezifische Werkzeug Parameter
Diese Parameter definieren die Werkzeug- und Spindeleinstellungen für den aktuellen Job.
Es können beliebig viele Job-Objekte dasselbe Werkzeug referenzieren, doch die jobspezifischen Werkzeugparameter gelten nur für den jeweiligen Job. So können die Schnittdaten für jeden Bearbeitungsschritt optimiert und individualisiert werden.
Spindelgeschwindigkeit [ppSpindlespeed]
Dieser Parameter definiert die Drehzahl der Spindel.
Kühlung [ppCooling]
Definiert den Kühlmodus für die Bearbeitung. Der Wert ist vom eingesetzten Postprozessor abhängig.
Drehrichtung der Spindel [ppSpindleRotation]
Bestimmt die Drehrichtung der Spindel (im oder gegen den Uhrzeigersinn).
Eilgangmodus [ppFeedMode]
Steuert den Vorschub für die Eilgangbewegungen. Der Eilgang kann entweder von der CNC-Steuerung geregelt werden (Eilgang) oder durch eine optionale Werteingabe (Benutzerdefiniert) im Job.
Vorschub Eilgang [ppFeedRapid]
Optionale Vorschubgeschwindigkeit für Positionierbewegungen in unit/min. Nur aktiv, wenn der Eilgangmodus auf "Benutzerdefiniert" gesetzt ist.
Vorschub [ppFeed]
Die Vorschubgeschwindigkeit für zerspanende Bewegungen in unit/min.
Vorschub Rampe [ppFeedRamp]
Die Vorschubgeschwindigkeit für rampenförmige Eintauchbewegungen in das Material in unit/min.
Tauchvorschub [ppFeedDrill]
Die Vorschubgeschwindigkeit für senkrechte Eintauchbewegungen in das Material in unit/min.
Typ [ppJobtype]
Durch die Auswahl des Job-Typs wird der grundlegende Berechnungsalgorithmus für den Werkzeugweg bestimmt.
Schruppen [ppJobtype=0]
Räumt Ebene für Ebene das 3D-Modell aus dem Werkstück frei.
Dieser Algorithmus erzeugt auf jeder Zustellungsebene plane Werkzeugpfade zum Räumen des Werkstücks. Zwischen der Start- und Endebene werden Ebenen im Abstand der Hauptzustellung (Ap Main) angelegt und geräumt. Nach jeder Hauptzustellung wird optional mit einer feineren Ebenenabstufung (Ap Micro) das Restmaterial Ebene für Ebene von unten nach oben geräumt. Dadurch wird das 3D-Modell bereits beim Schruppen sehr schnell und gründlich herausgearbeitet.
Kontur [ppJobtype=1]
Der Konturfräs-Algorithmus erzeugt Ebene für Ebene, plane Werkzeugpfade um das 3D-Modell herum. Mit einer geringen, vertikalen Zustellung (Ap Main) eignet sich dieser Job-Typ auch zum Schlichten von steilen und senkrechten Bereichen.3xShape <PRO> [ppJobtype=2]
Mit dem Schlichtalgorithmus "3xShape" können flache Bereiche dreidimensional abgezeilt werden. Die spiralförmige Zustellung reduziert die An- und Abfahrtbewegungen auf ein Minimum.Gravur [ppJobtype=3]
Der Gravur-Algorithmus ist für feine Strukturen optimiert, die in einer Ebene "geprägt" sind.
Die Strukturen werden mit dreidimensionalen Werkzeugwegen spiralförmig herausgearbeitet. Die vertikale Zustellung passt sich dabei dem Modell an. Überschreitet die Tiefe der Struktur die vertikale Hauptzustellung, wird nach jeder vertikalen Hauptzustellung die Ebene komplett geräumt, bevor die Bearbeitung in die Tiefe fortgesetzt wird.
Bohren <PRO> [ppJobtype=4]
Der Jobtyp "Bohren" ist ein halbautomatischer Zyklus zum Berechnen von Bohrbewegungen.
Parameter
Im Reiter "Parameter" können die Einstellungen für den ausgewählten Jobtyp angepasst werden. Diese Sektion variiert stark zwischen den verschiedenen Jobtypen, da nicht alle Parameter für jeden Jobtyp relevant oder verfügbar sind.
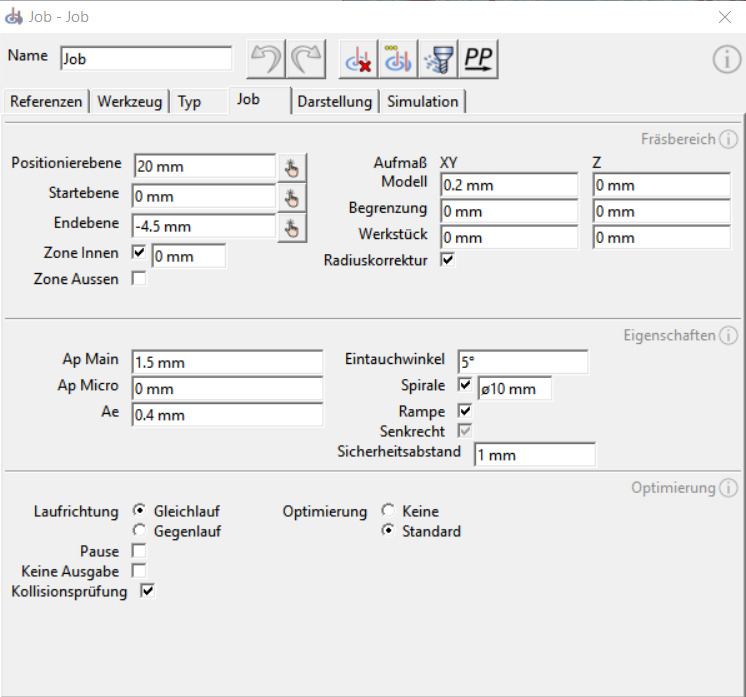
Parameter - Fräsbereich
In diesem Abschnitt wird der zu berechnende Fräsbereich festgelegt, und Einstellungen zu den Geometriereferenzen vorgenommen.
Vertikaler Fräsbereich
Die folgenden Ebenen limitieren den vertikalen Fräsbereich und bestimmen die Positionierebene für den Job.
 © vxcraft.com
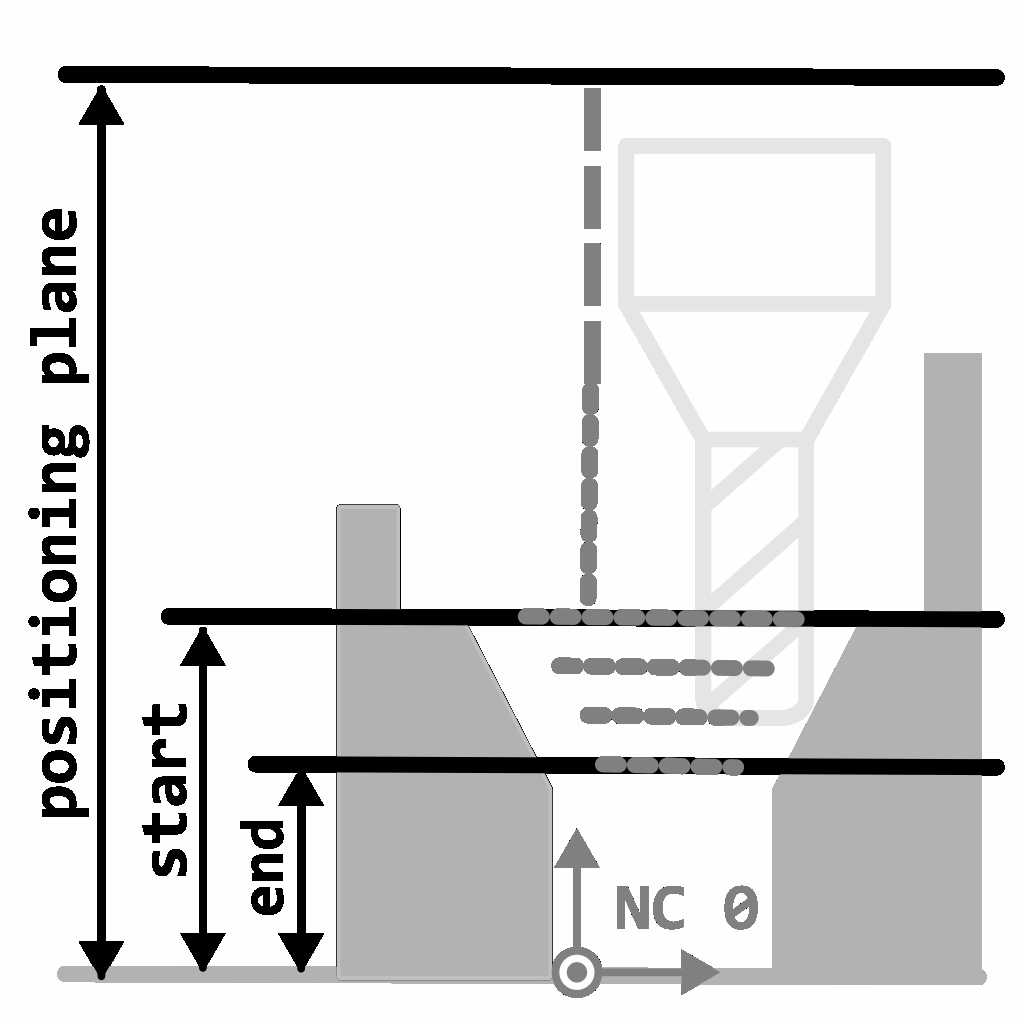
© vxcraft.comPositionierebene [ppPlaneSite]
Die Positionierebene legt die Höhe der Ebene relativ zum NC-Nullpunkt fest. Um Kollisionen zu vermeiden, muss diese Ebene höher als die Geometriereferenzen liegen. In der Höhe der Positionierebene bewegt sich das Werkzeug in der Regel mit Eilgang zu den verschiedenen Bearbeitungspositionen. Ob diese Ebene vor der Startpositionierung und nach einem Werkzeugwechsel angefahren wird, hängt vom Postprozessor ab.Startebene (oberste Bearbeitungsebene) [ppPlaneStart]
Die Startebene bestimmt die Höhe der Ebene, auf der die Bearbeitung beginnt, relativ zum NC-Nullpunkt. Diese Ebene begrenzt den vertikalen Fräsbereich nach oben. Ab dieser Ebene werden die Fräswege erzeugt. Eine Ausnahme bilden Eintauchbewegungen, die auch oberhalb starten können.Endebene (unterste Bearbeitungsebene) [ppPlaneEnd]
Die Endebene legt die Höhe der Ebene fest, auf der die Bearbeitung endet, relativ zum NC-Nullpunkt.
Diese Ebene begrenzt den vertikalen Fräsbereich nach unten. Bis zu dieser Ebene werden die Fräswege erzeugt.
Zonenlimitierung
Der Fräsbereich kann zusätzlich zu den ausgewählten Geometriereferenzen durch Zoneneinstellungen eingeschränkt werden.
Zone Innen/Außen <PRO>
Die Zonengrenze verläuft entlang der äußersten Silhouette der Modellreferenzen. Optional kann die Zone mit einem Offset erweitert oder verkleinert werden. Die Zonenlimitierung kann beim Einsatz von Haltestegen sehr nützlich sein und sogar die Anzahl der nötigen Geometriereferenzen reduzieren.
 © vxcraft.com
© vxcraft.comZone Innen | Zone Außen | Beide Zonen
Zone Werkstück: aktiviert
Zone Innen <PRO> [ppAreaIn]
Werkzeugwege werden innerhalb der äußersten Modellsilhouette erstellt. Mit der Angabe eines Offsets kann die Zone erweitert oder verkleinert werden. Inseln und Löcher in den Geometriereferenzen sind davon nicht betroffen und werden bearbeitet.Zone Außen <PRO> [ppAreaOut]
Werkzeugwege werden außerhalb der äußersten Modellsilhouette erstellt. Mit der Angabe eines Offsets kann die Zone erweitert oder verkleinert werden.
Zone Werkstück <PRO> [ppAreaStk]
Werkzeugwege werden auf den Bereich des Werkstücks begrenzt. Diese Option ist für Jobtypen verfügbar, bei denen es nicht üblich ist, den Werkzeugweg nur auf das Werkstück zu beschränken.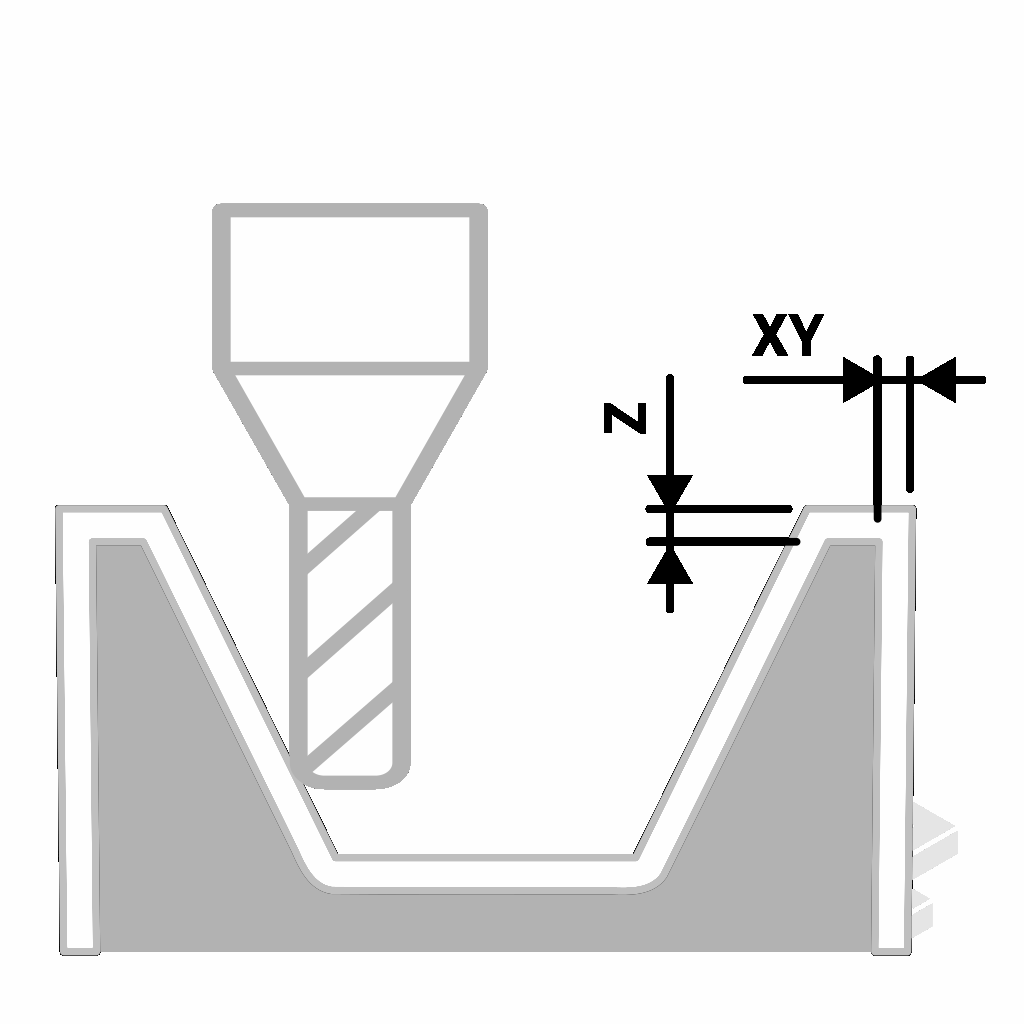 © vxcraft.com
© vxcraft.comGeometrieaufmaß <PRO> [ppAll...]
In der Aufmaßtabelle kann für jede Geometriereferenz eine Materialzugabe in der horizontalen Achse des NC-Nullpunkts (XY) sowie der vertikalen Achse (Z) angegeben werden. Auch negative Werte sind möglich.
 © vxcraft.com
© vxcraft.com3D Radiuskorrektur [ppRadcorr]
Die Radiuskorrektur berücksichtigt die Werkzeuggeometrie bei der Berechnung der Werkzeugwege und ermöglicht die Durchführung einer Kollisionsprüfung.
Mit aktivierter Radiuskorrektur wird die Kollisionsprüfung angewendet, und der Werkzeugweg wird so berechnet, dass die Werkzeuggeometrie nicht in die Modellkontur eindringt, beziehungsweise nur entsprechend der Toleranz und des Geometrieaufmaßes.
Wenn die Radiuskorrektur nicht aktiviert ist, werden die Werkzeugwege direkt an der Modellgeometrie angelegt. In dieser Situation würde das eingesetzte (unbekannte) Werkzeug bis zur Hälfte des Durchmessers oder bis zur Werkzeugachse in die Modellgeometrie eindringen. Eine Kollisionsprüfung ist in diesem Fall nicht möglich.
Parameter - Eigenschaften
In den Job-Eigenschaften wird der Algorithmus des gewählten Jobtyps gesteuert.Hier werden unter anderem die Zustellung, die An- und Abfahrtsbewegungen, das Eintauchverhalten und jobtypspezifische Eigenschaften konfiguriert. Dieser Bereich variiert stark zwischen den verschiedenen Jobtypen.
Zustellung
 © vxcraft.com
© vxcraft.comVertikale Hauptzustellung [ppApMain]
Ausgehend von der Startebene (oberste Bearbeitungsebene) wird mit der Hauptzustellung in Richtung der Z-Achse zugestellt, bis die Endebene (unterste Bearbeitungsebene) erreicht ist.
Vertikale Zustellung der Zwischenschritte <PRO> [ppApMicro]
Im Abstand der Zwischenschritte wird das Material herausgearbeitet, welches durch die Hauptzustellung nicht erreicht werden kann.
Die Hauptzustellung übernimmt die grobe Räumarbeit, während die Zwischenschritte die 3D-Kontur durch eine feinere Abstufung säubern. Der Wert ist optional und muss kleiner als die Hauptzustellung sein.
Horizontale Zustellung [ppAe]
Gibt den bevorzugten horizontalen Abstand der Fräsbahnen an.Unabhängig von diesem Wert können im berechneten Werkzeugweg geometriebedingt auch Schnitte mit höheren Abständen oder auch Schnitte ins volle Material vorkommen. Der Umschlingungswinkel (Eingriffswinkel) des Fräsers kann dadurch größer ausfallen als durch den angegebenen Wert zu erwarten wäre.
 © vxcraft.com
© vxcraft.comim Gleichlauf.
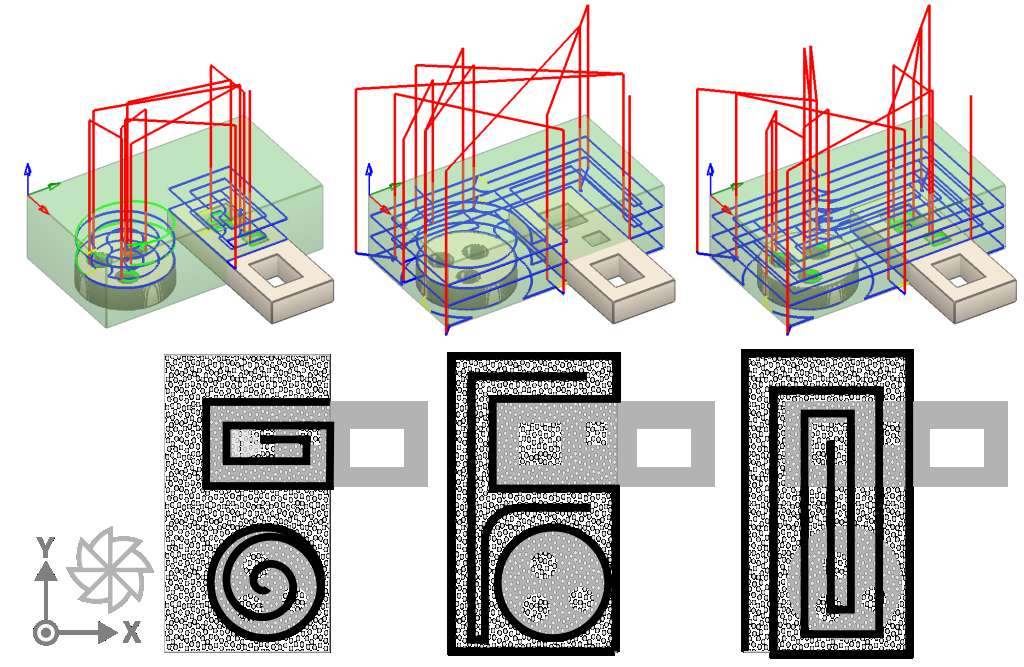
Richtung
Start
Bestimmt den Startpunkt der Fräsbahn.
Zentrum
Die Fräsbahn beginnt in der Mitte und endet am Rand des zu bearbeitenden Bereichs.
Aussen
Die Fräsbahn startet am Rand des zu bearbeitenden Bereichs und endet in der Mitte.
Eintauchen / seitliche Anfahrt
Um den eigentlichen Startpunkt der Fräsbearbeitung zu erreichen, wird, wenn möglich, versucht, Eintauchbewegungen zu vermeiden und stattdessen seitliche Anfahrtsbewegungen zu bevorzugen. Bei einer seitlichen Anfahrt wird das Werkzeug entweder auf einen bereits bearbeiteten Bereich oder seitlich außerhalb des Werkstücks positioniert und fräst sich von dort horizontal zum Startpunkt der eigentlichen Fräsbearbeitung vor.
Wenn eine seitliche Anfahrt nicht möglich ist, kommen Eintauchbewegungen in Richtung der Z-Achse nach einer Prioritätenreihenfolge zum Einsatz. Die Reihenfolge von hoch nach niedrig ist dabei: spiralförmiges Eintauchen, rampenförmiges Eintauchen und schließlich senkrechtes Eintauchen.
Die verfügbaren Eintauchvarianten hängen vom gewählten Jobtyp ab, und je nach Bedarf können die einzelnen Eintauchoptionen aktiviert oder deaktiviert werden.
 © vxcraft.com
© vxcraft.comEintauchwinkel α [ppPlungeAngle]
Gibt den Winkel für spiralförmige und rampenförmige Eintauchbewegungen an.
Spiralförmiges Eintauchen <PRO> [ppPlungeSpiral]
Das Werkzeug taucht spiralförmig von der Werkstückoberfläche bis zur Bearbeitungsebene in das Werkstück ein.
Die Abmessung der Spirale wird durch die Angabe des Durchmessers [ppPlungeDia] und den Eintauchwinkel bestimmt, während die Höhe aus der Bearbeitungsebene, der Werkstückoberfläche und dem Sicherheitsabstand in der Z-Achse berechnet wird.
Rampenförmiges Eintauchen <PRO> [ppPlungeRamp]
Das Werkzeug taucht rampenförmig in das Werkstück ein.
Die Starthöhe der Rampe wird aus der Bearbeitungsebene, der Werkstückoberfläche und dem Sicherheitsabstand berechnet. In der XY-Richtung verläuft der Weg der Rampe entlang des unmittelbar nach der Bearbeitungsebene folgenden Werkzeugwegs. Wenn für die Rampe ein längerer Weg benötigt wird als verfügbar ist, wiederholt sich der Weg pendelförmig, bis die Bearbeitungsebene erreicht wird.
Senkrechtes Eintauchen [ppPlungeDrill]
Die Anfahrtsbewegung erfolgt senkrecht durch das Werkstück, wobei der Tauchvorschub verwendet wird.
Das senkrechte Eintauchen hat die niedrigste Priorität und wird nur angewendet, wenn keine der weiteren Eintauchvarianten möglich sind oder diese deaktiviert sind.
Sicherheitsabstand [ppSgap]
Der Sicherheitsabstand legt den minimalen Abstand in allen drei Achsrichtungen (X, Y und Z) zwischen dem Werkzeug und den Geometriereferenzen für Positionierbewegungen im Eilgang fest.
Im Eilgang nähert sich das Werkzeug der Geometrie bis zum Sicherheitsabstand an. Rampenförmige Eintauchbewegungen werden bis zu diesem Abstand verlängert.
Tipp:
Ein großer Wert beim Sicherhaitsabstand beeinflusst die Verarbeitungs- und Berechnungszeit erheblich und verlängert durch längere Eintauchwege auch die Fräszeit. Der Wert sollte so gewählt werden, dass ein sicheres Fräsen unter Berücksichtigung aller Toleranzen und Abweichungen gewährleistet ist, ohne dabei unnötig groß zu sein.
Parameter - Optimierung
Bevorzugte Laufrichtung [ppFeedDir]
Die bevorzugte Laufrichtung bestimmt die Bewegungsrichtung des Werkzeugs in Bezug auf die Modellkontur.
Sie sollte unter Berücksichtigung verschiedener Faktoren gewählt werden, wie z.B. Werkstoff, Maschine, Schneidwerkzeug und dessen Standzeit, gewünschte Oberflächengüte, Genauigkeit und Zustellstrategie. Eine detaillierte Beschreibung aller Einflussfaktoren würde den Rahmen dieses Handbuchs sprengen. Bei manchen Anwendungen, wie z.B. einem Vollschnitt, spielt dieser Parameter keine Rolle.
Wie in der Überschrift bereits erwähnt, handelt es sich bei diesem Parameter um die bevorzugte Laufrichtung. Das bedeutet, dass versucht wird, die hier eingestellte Laufrichtung zu verwenden. Je nach Geometrie und weiteren Jobparametern kann diese jedoch in den resultierenden Werkzeugwegen auch mehrfach wechseln.
 © vxcraft.com
© vxcraft.comGleichlauf [ppFeedDir=0]
Beim Gleichlauffräsen arbeitet sich das Werkzeug in Vorschubrichtung nach vorne.
Die Schneidkanten des Werkzeugs treffen schlagartig auf das Material, wobei die Spanstärke zu Beginn maximal ist und bis zum Austritt der Schneidkanten stetig abnimmt. In der Praxis wird heutzutage beim CNC-Fräsen, sofern es das Führungsspiel der Maschine zulässt, meist der Gleichlauf gewählt. Diese Methode verursacht im Allgemeinen weniger Vibrationen und geringeren Werkzeugverschleiß und erzeugt in der Regel eine bessere Oberflächenqualität auf dem Werkstück.
Gegenlauf [ppFeedDir=1]
Beim Gegenlauffräsen bewegt sich das Werkzeug entgegen seiner Drehrichtung.
Der Span bildet sich bei Eintritt der Schneidkante von Null weg, hin zur maximalen Spanstärke bei Austritt der Schneidkante. Der Gegenlauf kann bei der Bearbeitung von härterem Material oder bei der Schruppbearbeitung vorteilhaft sein, da er eine höhere Zerspanungsrate ermöglicht und die Spanbildung verbessert. Allerdings kann der Gegenlauf zu erhöhtem Werkzeugverschleiß und stärkeren Vibrationen führen, was möglicherweise die Oberflächenqualität und die Standzeit des Werkzeugs beeinträchtigt.
Pause [ppPause]
Fügt einen Pausebefehl in das NC-Programm ein.
Die Position, an der die Pause tatsächlich gesetzt wird, hängt vom Postprozessor ab. Üblicherweise erfolgt dies nach dem Werkzeugwechsel, vor der Anfahrt der ersten Position und vor dem Start der Spindel.
Keine NC-Ausgabe
Wenn dieser Parameter aktiviert ist, wird der Job nicht an den Postprozessor weitergeleitet.
Dies kann nützlich sein, beispielsweise wenn ein bereits gefrästes Objekt als virtuelles Rohteil für eine weitere Bearbeitung nachgebildet werden soll.
Kollisionsprüfung
Bei aktiviertem Kontrollkästchen wird für den berechneten Werkzeugweg eine Kollisionsprüfung durchgeführt.Achtung: Eine deaktivierte Kollisionsprüfung kann ein Risiko für die Maschine und die Sicherheit darstellen!
Weitere Informationen finden Sie im Unterkapitel "Kollisionsauswertung".
Pfadoptimierung [ppOpt]
Durch die Auswahl einer Pfadoptimierung wird der berechnete Fräsweg nachträglich verbessert.
Keine Pfadoptimierung [ppOpt=0]
Der berechnete Rohpfad wird nicht optimiert. Der erzeugte Pfad bietet die höchstmögliche Präzision, führt aber zu sehr feinen treppenförmigen Bewegungen. Dieser Modus kann sinnvoll sein, wenn die Steuerung der CNC-Maschine die Glättung des Pfades vornehmen soll.Standard [ppOpt=1]
Treppenförmige Bewegungen werden durch Glättung des berechneten Rohpfades reduziert. Durch eine geringe Toleranz werden dabei die Details des Modells weitestgehend beibehalten.
Diese Option stellt eine optimale Balance zwischen Präzision und Maschinenperformance sicher.
Smooth [ppOpt=2]
Der berechnete Rohpfad wird großzügig geglättet und abgerundet. Dies resultiert in sehr sanften Werkzeugbewegungen, die das Material schonen und die Nutzung von hohen Vorschüben ermöglichen.
Da die Toleranz hierbei allerdings höher ist, kann der Werkzeugweg weiter von der Originalgeometrie abweichen, was die Beeinträchtigung kleinster Details zur Folge haben kann.
 © vxcraft.com
© vxcraft.com
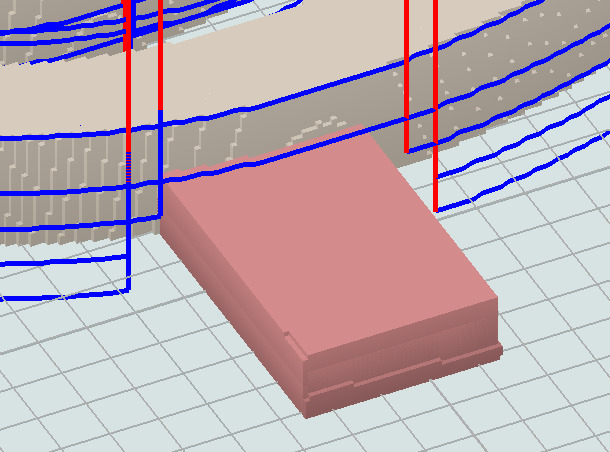
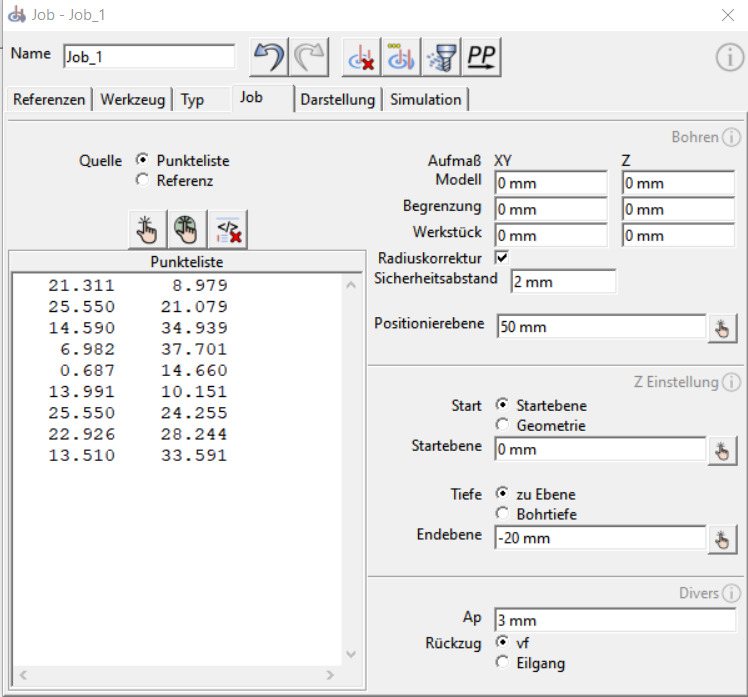
Parameter - Bohren
Der Jobtyp "Bohren" ist ein halbautomatischer Zyklus zum Berechnen von Bohrbewegungen.
Bohrpositionen können entweder manuell in eine Liste eingetragen oder direkt am 3D-Modell mithilfe verschiedener Auswahltools ausgewählt und in die Liste übertragen werden. Alternativ ist es möglich, die Bohrpositionen von einem anderen Job zu übernehmen.
Hinweis
Solange der Job-Dialog geöffnet ist, wird im Renderfenster eine Vorschau der Bohrpositionen angezeigt. Diese Vorschau zeigt Linien, die die Bohrachsen darstellen, um Ihnen eine visuelle Orientierung über die geplanten Bohrungen zu geben.Präzision
Die Werte der Punkteliste werden bei der Berechnung in das Voxelraster übertragen. Dadurch können die Koordinaten der Punkte in der ausgegebenen NC-Datei von den eingetragenen Koordinaten der Punkteliste abweichen. Die Genauigkeit der Bohrpositionen wird durch die Projektauflösung bestimmt.
Quelle
Gibt die Quelle an, von der die Bohrpositionen bezogen werden.
Punkteliste
Die Punkteliste beinhaltet die XY-Koordinaten der Bohrpositionen, ausgehend vom NC-Nullpunkt. Jede Zeile der Liste definiert eine Bohrposition und besteht aus zwei Werten (Position X und Y).
Sobald der Eingabefokus das Textfeld verlässt oder die Taste F5 betätigt wird, wird die Liste automatisch formatiert, gesäubert und auf Fehler geprüft. Die im Renderfenster angezeigten Bohrachsen werden ebenfalls aktualisiert.
Bohrposition setzen
Mit dieser Funktion können Bohrpositionen direkt im Renderfenster per Mausklick ausgewählt werden. Der Auswahlmodus kann durch Rechtsklick im Renderfenster und Aufrufen des Kontextmenüs oder durch Drücken der Taste "Esc" beendet werden. Die gesetzten Punkte werden der Punkteliste hinzugefügt.Bohrposition setzen und zentrieren
Diese Funktion ermöglicht das Setzen von Bohrpositionen in der Mitte automatisch erkannter Formen im Renderfenster. Der Auswahlmodus kann durch Rechtsklick im Renderfenster und Aufrufen des Kontextmenüs oder durch Drücken der Taste "Esc" beendet werden.
Um eine Form erfolgreich auszuwählen, klicken Sie mit der linken Maustaste auf die Seitenfläche der gewünschten Form (z. B. die vertikale Innenseite eines Lochs). Die Form darf nicht die Modellgrenze schneiden.
Punkteliste löschen
Diese Funktion entfernt alle eingetragenen Punkte im Textfeld.
Referenz
Die Bohrpositionen werden von der gewählten Referenz übernommen.
Ändern sich die Bohrpositionen der Referenz, werden diese bei einer Neuberechnung des Jobs automatisch aktualisiert. Als Referenz ist jeder Job vom Typ "Bohren" erlaubt und muss sich in der Projekthierarchie oberhalb des Jobs befinden.
Z Einstellung
In dieser Sektion wird die automatische Erkennung der Bohrstartpunkte und die Bohrtiefen konfiguriert.
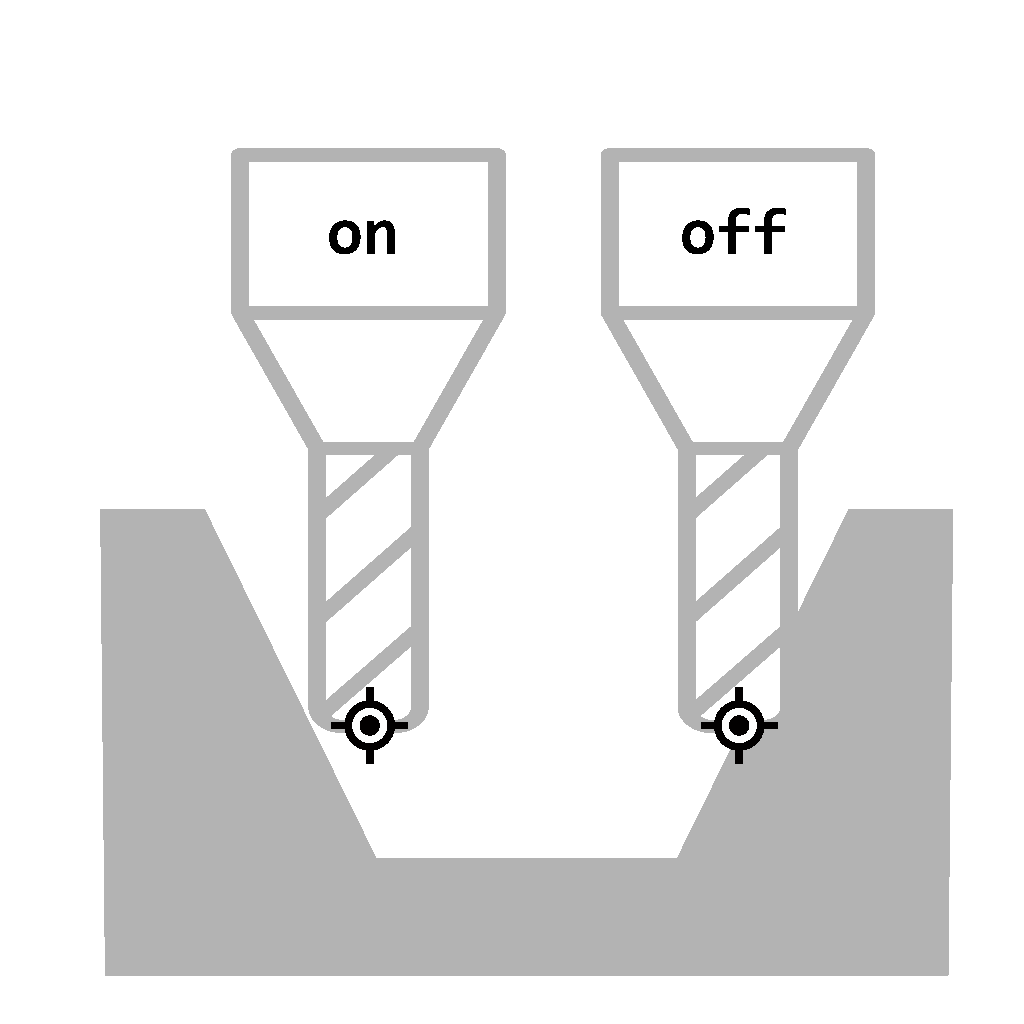
Start [ppDrillTop]
Legt den Modus fest wie die Bohrstartpunkte ermittelt werden.
| Modus | Bemerkung |
|---|---|
| Startebene | Alle Bohrungen beginnen auf einer Ebene. Der angegebene Wert bestimmt die Höhe der Ebene ausgehend vom NC-Nullpunkt. |
| Geometrie | Der Startpunkt in Richtung Z aller Bohrungen wird automatisch ermittelt. Es wird dabei die Oberfläche der Geometriereferenzen, sowie das Werkzeug und die Radiuskorrektur berücksichtigt. Ein optionaler Offset verschiebt die Startpunkte um den angegebenen Wert. |
Tiefe [ppDrillFloor]
Legt den Modus fest wie die Bohrtiefen ermittelt werden.
| Modus | Bemerkung |
|---|---|
| Ebene | Alle Bohrungen enden auf einer Ebene. Der angegebene Wert bestimmt die Höhe der Ebene ausgehend vom NC-Nullpunkt. |
| Bohrtiefe | Alle Bohrungen sind gleich tief. Die Tiefe ergibt sich aus dem Startpunkt und dem angegebenen Wert. Es muss ein negativer Wert angegeben werden. |
Diverse Parameter
In dieser Sektion finden sich zusätzliche Einstellungen für das Bohren.
Vertikale Zustellung [ppApMain]
Nachdem das Werkzeug die angegebene vertikale Zustellung erreicht hat, führt es eine Rückzugsbewegung durch um den Span zu brechen. Es beugt einen Spänestau vor, indem es aus dem Loch abhebt und sich wieder im Loch positioniert. Dieser Vorgang wird wiederholt bis die Bohrtiefe erreicht wird.
Rückzug
Legt den Vorschubmodus fest mit dem das Werkzeug nach jeder Zustellung aus der Bohrung abhebt und sich bei Mehrfachzustellungen wieder in der Bohrung positioniert.
Resultierendes Werkstück
Nach erfolgreicher Berechnung des Jobs wird ein resultierendes Werkstück als Unterelement zum Job hinzugefügt. Dieses kann als Folgerohteil für den nächsten Job weiterverwendet werden.
Das resultierende Werkstück wird aus dem referenzierten Werkstück, dem Werkzeug und den Werkzeugwegen berechnet. Es wird automatisch gelöscht, sobald der Job neu berechnet oder zurückgesetzt wird.
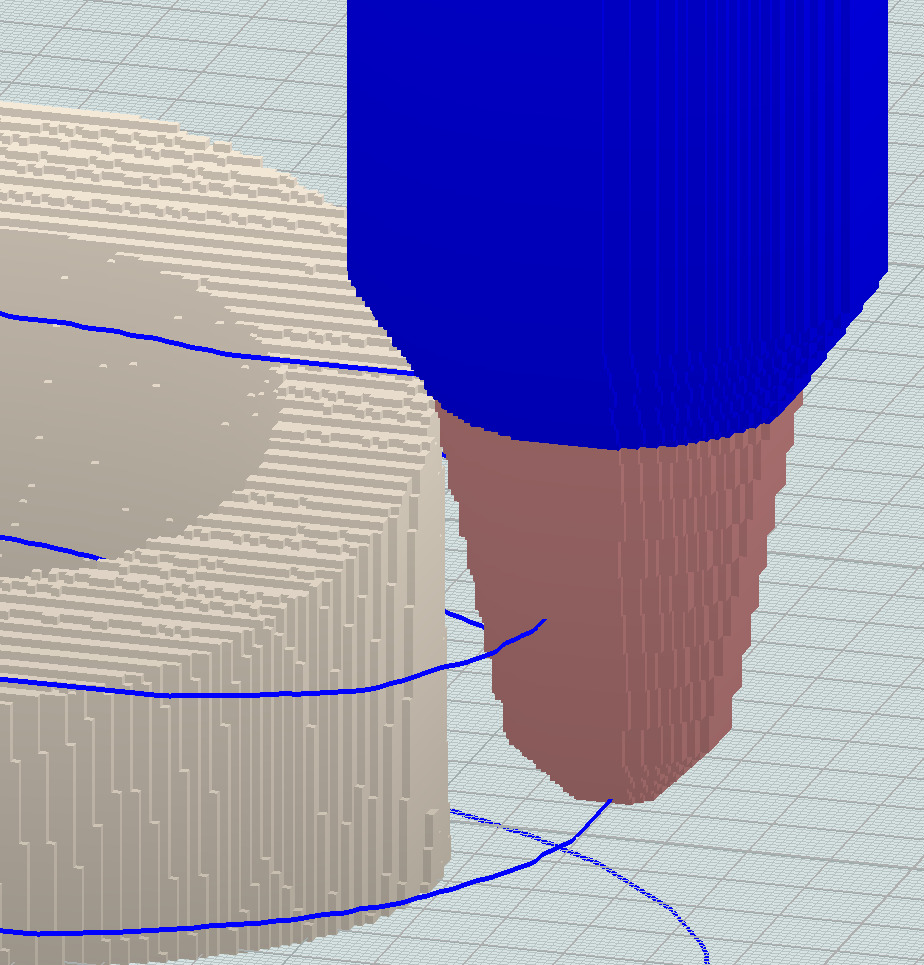
Kollisionsauswertung [ppCollision]
Während der Berechnung eines Jobs kann eine Kollision zwischen dem Werkzeug und dem Werkstück erkannt werden. In einem solchen Fall erstellt das System ein Objekt namens "*_COLLISION" als Unterelement zum Job. Dieses Objekt zeigt die Kontaktpunkte der nichtschneidenden Werkzeuggeometrie mit dem Werkstück an und wird automatisch zusammen mit dem resultierenden Werkstück eingeblendet. Wird der Job neu berechnet oder zurückgesetzt, wird das Kollisionsobjekt automatisch gelöscht.
Damit eine Kollisionsprüfung durchgeführt werden kann, müssen folgende Bedingungen erfüllt sein:
- Die Kollisionsprüfung muss im Job aktiviert sein.
- Ein Werkzeug muss im Job referenziert sein.
- Ein Werkstück muss im Job referenziert sein.
Eine Kollision wird erkannt, wenn das Werkzeug während einer Eilgangbewegung Kontakt mit dem Werkstück herstellt oder wenn die nichtschneidende Geometrie des Werkzeugs Kontakt mit dem Werkstück aufnimmt.